The Chillagoe Smelters |
|
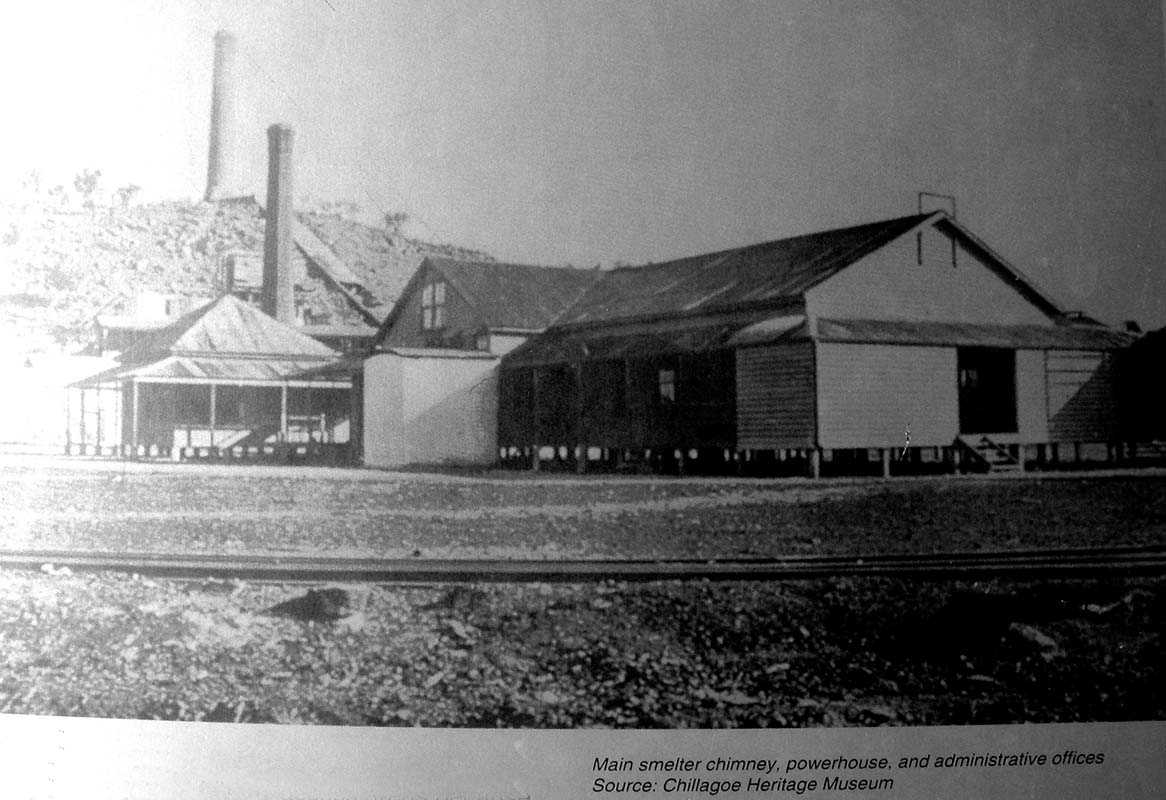
The smelter site was chosen for its close proximity a reliable
water supply and the Mungana group mines. The main smelter chimney is the large chimney you see erected
on the summit. In front of the large chimney is the powerhouse chimney.
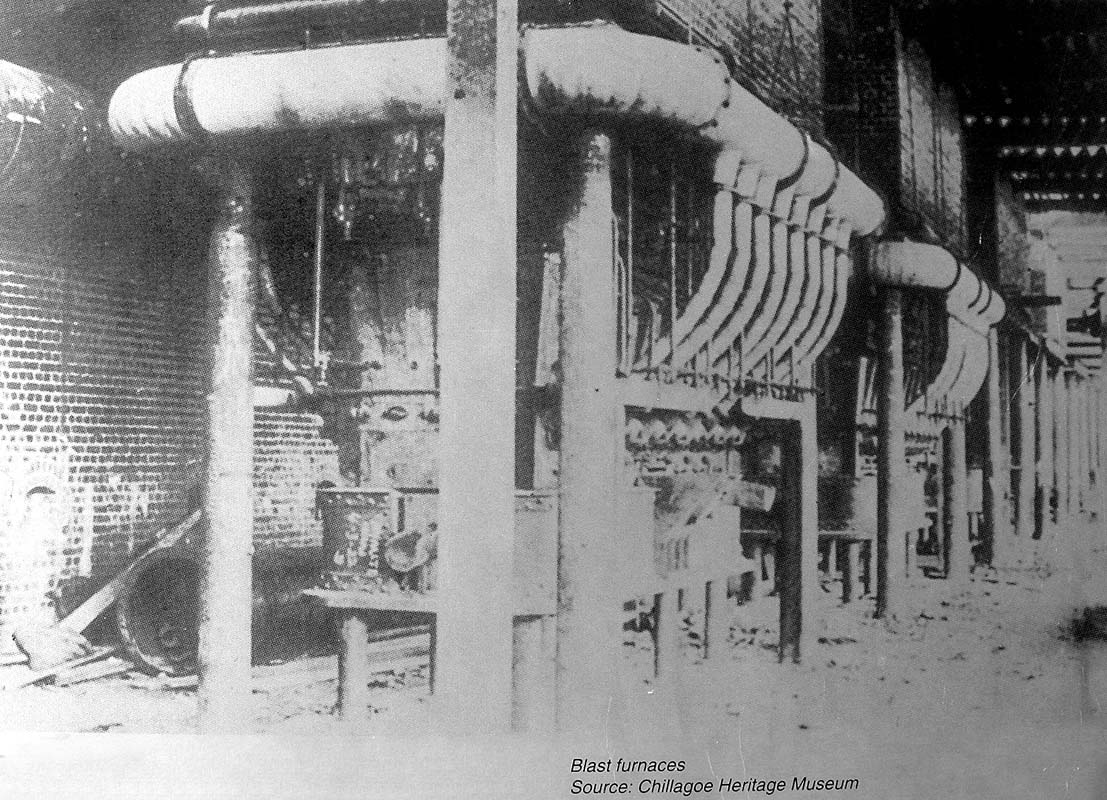
Many buildings and associated structures were constructed on site. Two blast furnaces were installed at Chillagoe in 1901, a third in 1907, and another in 1909.
Today, you can see remains of two of these blast furnaces. Generally, the furnaces operated irregularly and far below capacity,
and sometimes only one operated. A blast furnace consists of a tall, rectangular
steel furnace, in which ore, fuel and flux are placed in alternate
layers. The Chillagoe furnaces probably held a charge of about 50 tonnes, of which about 10-15 tonnes would be fuel and flux and the rest ore (35-40 tonnes). The product of each copper firing would be about 10 tonnes of
matte, and 30 tonnes of slag. Two-thirds of the ore smelted at Chillagoe came from the Girofla
and Lady Jane Mines at Mungana. Ore arrived by rail, was put into ore bins and crushed in the
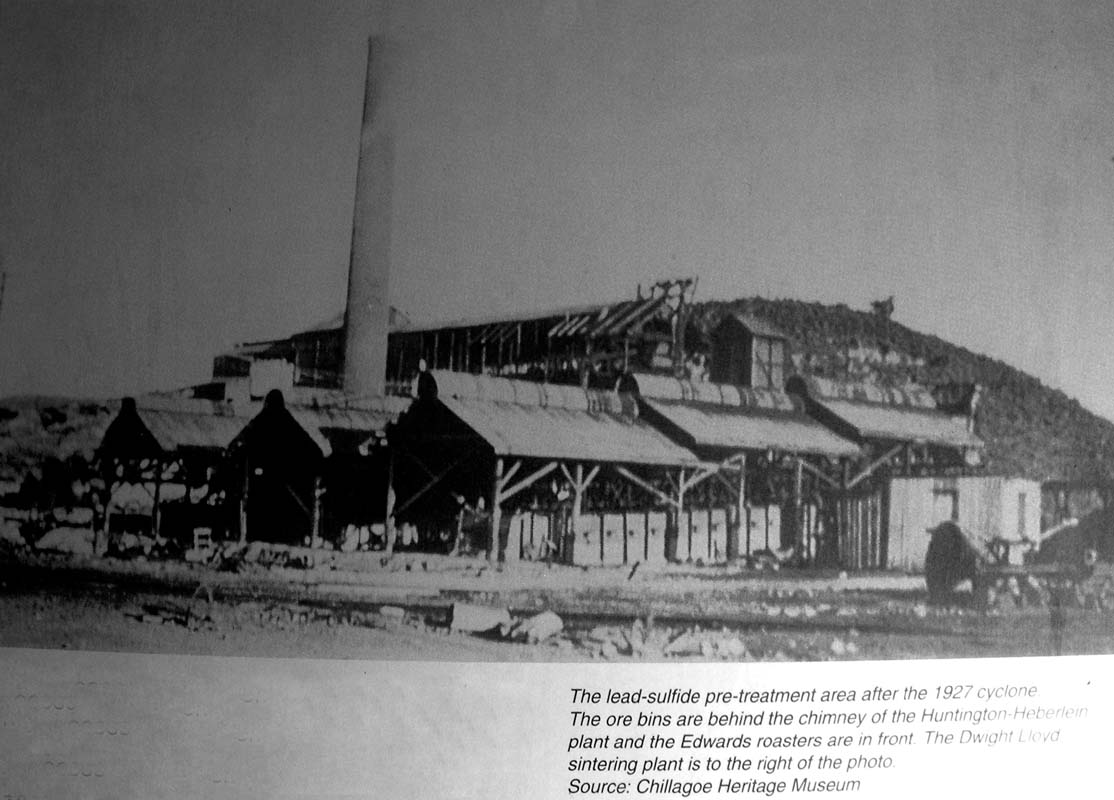
crushing plant. Following the poor performance of the Huntington-Heberlein plant,
another roasting method was tried using the Dwight Lloyd sintering
plant. The Edwards roasters also prepared the ore for smelting by oxidising
it to reduce the sulphide content.
The converter is used for the last part of the copper smelting
process. The converter is a large steel container which can be rotated
to different positions for filling, pouring slag, and pouring metal. The products of the converter are slag and blister copper with a copper content of 99% or more. Blister copper requires further refining before it can be used commercially. Two converters were installed at Chillagoe in 1903 and four more
in 1907.
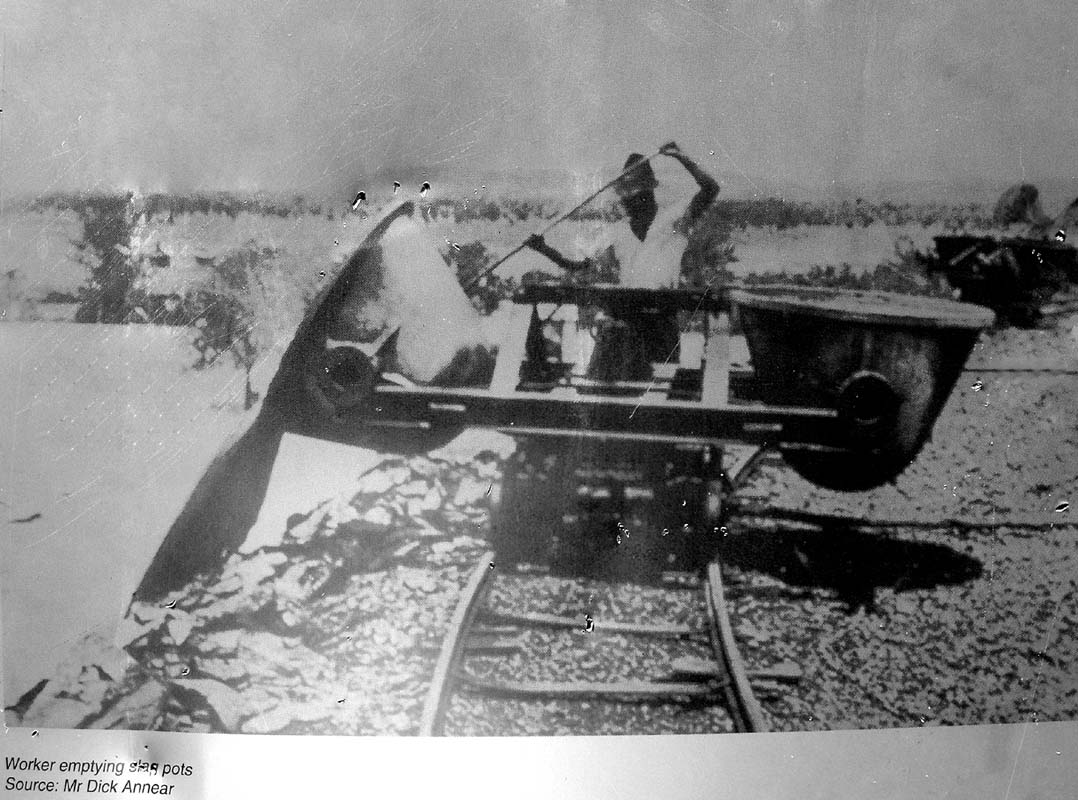
Slag is molten waste produced by chemical reactions in furnaces
and converters during the smelting process.
While still liquid, slag was transported in pots mounted on a
rail trolley and dumped.
It's an interesting place to dig around .... Buildings - including the Dwight Lloyd sintering plant, stables, and other smelter buildings - were also built on the slag.
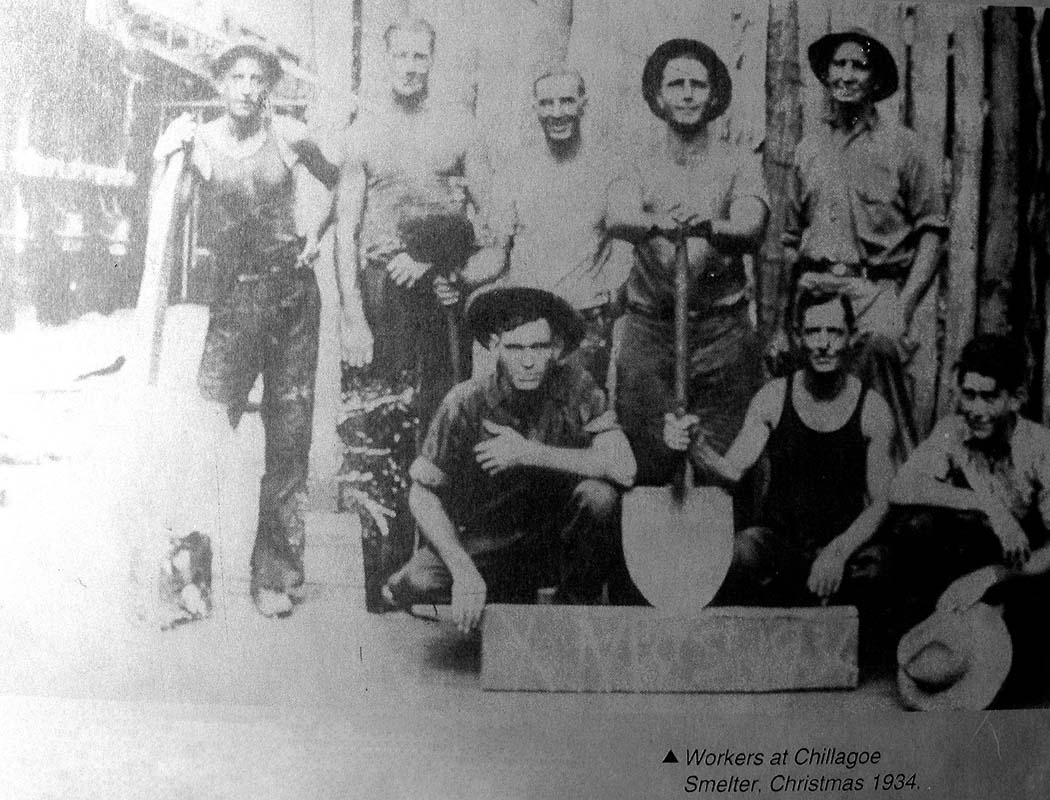
The smelter provided employment for up to 200 people when operating. Common injuries included severed fingers (from handling heavy
ore trucks, charge barrows, and slag pots) and burns caused by
spills of smolten copper or slag. But by far the most serious and widespread problem facing the
workers at Chillagoe was lead poisoning. |
|
No liability for timeliness, integrity and correctness of this document is accepted. |
|
|